







A Brief Overview of Metals Physical Properties
There are many ways to distinguish materials based on their physical properties. Metallurgy studies often look at physical properties as a broader category than mechanical properties. However, not all properties overlap. Using testing methods, physical properties can be distinguished from mechanical properties. In contrast to measuring mechanical properties, measuring physical properties does not require applying force to the material.
Steel is comparatively inexpensive compared to many other metals, which makes it an ideal metal for many projects. Cookware and cutlery, surgical instruments, industrial equipment, and outdoor site furnishings are often made from stainless steel, which has a bright finish and is non-reactive.
The properties and advantages of stainless steel and steel are different, and it is important to understand the differences in aesthetics, properties, and costs before choosing one alloy over the other.

Compare Corrosion Resistance and Cost of Steel and Stainless Steel
Stainless steel and steel are both reliable metals, used in a wide range of applications, from large to tiny components. Which is the better option? Basically, it all depends !
Steel is comparatively inexpensive compared to many other metals, which makes it an ideal metal for many projects. Cookware and cutlery, surgical instruments, industrial equipment, and outdoor site furnishings are often made from stainless steel, which has a bright finish and is non-reactive.
The properties and advantages of stainless steel and steel are different, and it is important to understand the differences in aesthetics, properties, and costs before choosing one alloy over the other.

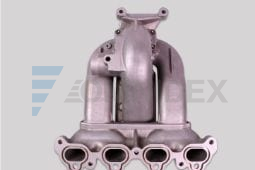
An Overview of Industrial Valve Types and Applications
A valve is used in almost every situation that involves the flow of liquid or gas. You control the flow of water through your kitchen sink with a valve. A gas stove brings propane gas into its burners through a different valve. Outside the home, industrial valves are designed to withstand high pressures, either from fluids or gases, and to last for years in harsh conditions. Almost every utility, whether water, oil or gas, could not operate without heavy-duty, industrial-strength valves.
Advantages and disadvantages of Water Jet Machining (WJM)
The Water Jet Machining (WJM) process is an advanced, non-conventional machining process wherein a water jet is fired at the workpiece. The jet erodes the material of the workpiece and causes it to become shaped, i.e. jetting is a machining process that utilizes a water jet to remove material from a workpiece…
Iron vs Steel: What are the Differences Between Metal, Iron and Steel
Today, we can’t imagine a world without metal structures, which are used in everything from the car industry to construction. Despite the fact that concepts like iron, steel, and metal are used every day, many still wonder if there is any difference between them. Iron, metal, and steel are all commonly used as synonyms, and this is one of the most common mistakes made every day…
If you are looking for metal casting services, our brochure is a great way to discover what Omnidex has to offer. You can download HERE or EXPLORE HERE to learn more or .
